Opseg prečnika 20-200 mm
SYSTEM KAN-therm
PP Green
Instalacija
Primena
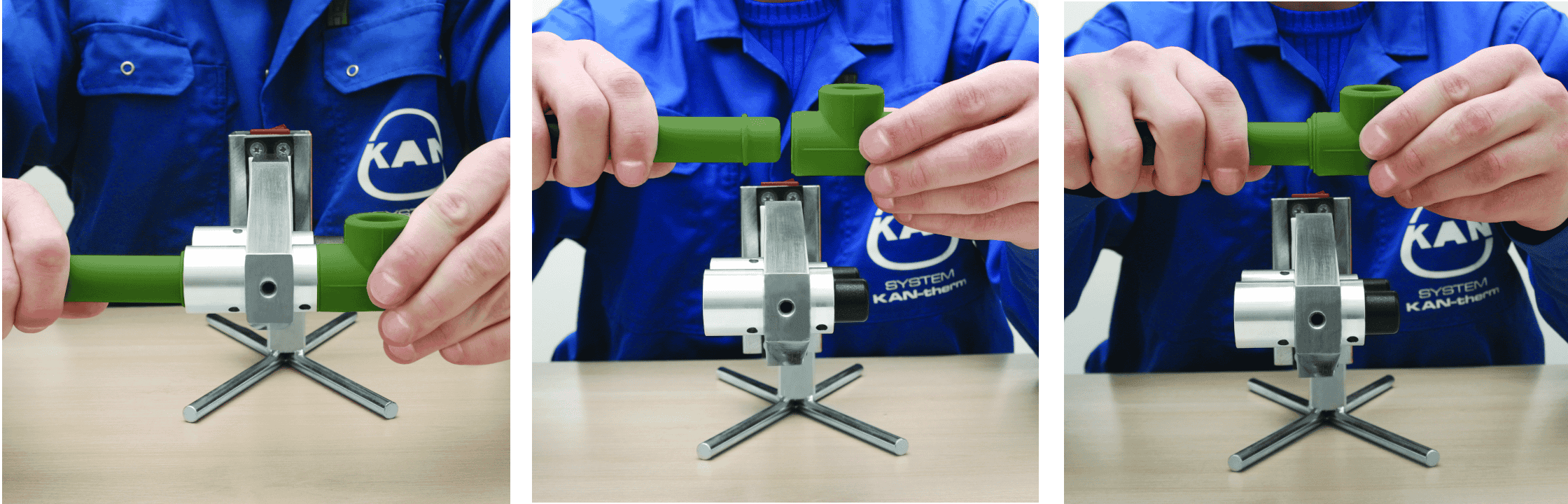
Povezivanje elemenata sistema vrši se zavarivanjem otvora (toplotna polifuzija) korišćenjem električnih zavarivača. Ovom tehnikom zavarivanja ostvaruje se ujednačenost spojeva i garantuje izuzetno čvrsta i mehanički izdržljiva instalacija.
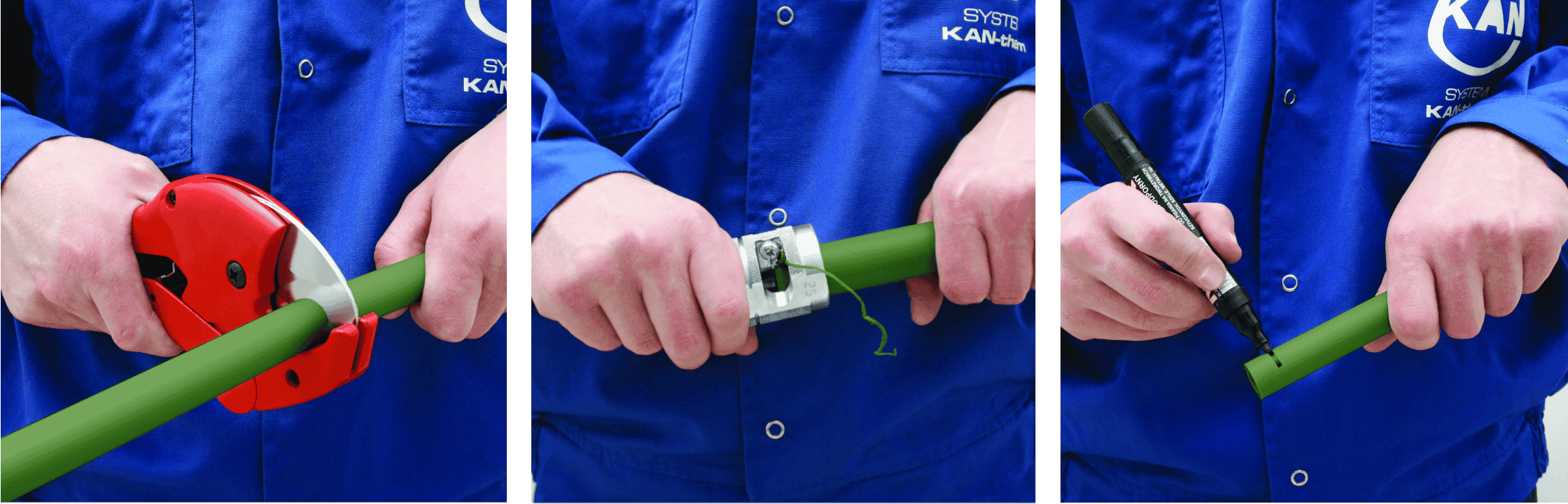
Skraćivanje cevi na potrebnu dužinu vrši se pod pravim uglom u odnosu na osu cevi korišćenjem sekača za plastične cevi. Nije dozvoljeno korišćenje drugih alata ili loših sekača (koji su tupi ili okrnjeni).
Stavite kliznu navlaku na cev. Simetrična konstrukcija omogućava istovremenu montiranje na oba kraja.
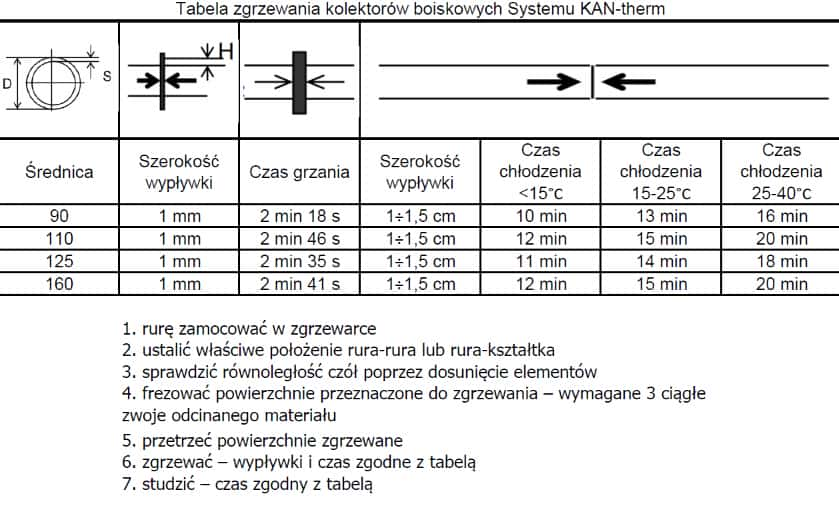
Cevovodi prečnika 90–200 mm se takođe mogu sučeono zavarivati (bez fitinga).
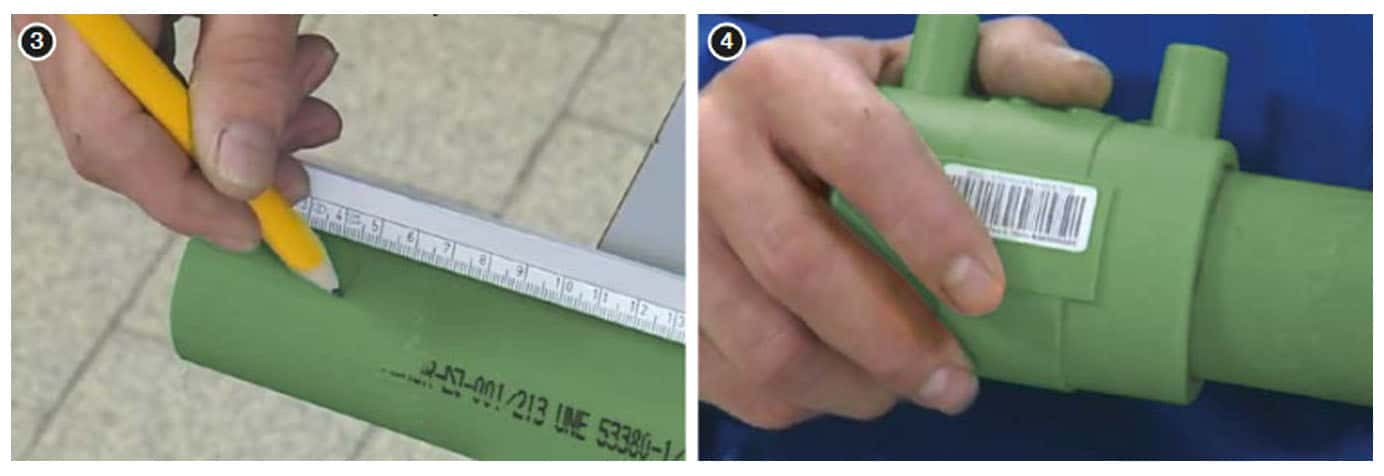
- Guljenje spoljašnjeg sloja cevi do veličine otvora fitinga, na primer
- Čišćenje površine oguljenog dela cevi alkoholom

3. Označavanje dubine umetanja
4. Umetanje cevi u konektor
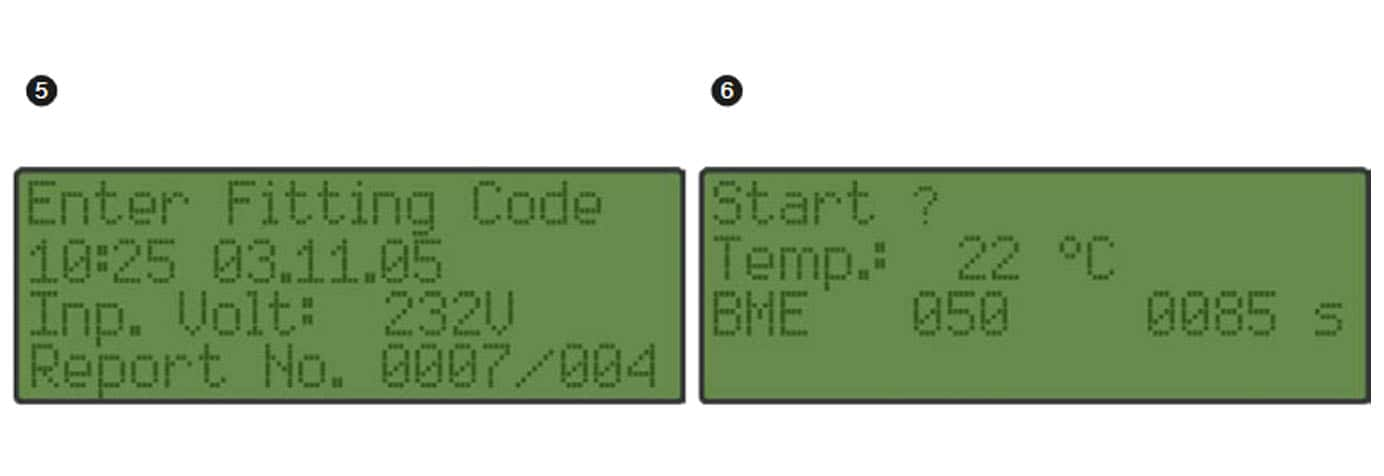
5. Programiranje mašine za zavarivanje laserskim skenerom (mašina za zavarivanje podešava parametre automatski)
6. Početak procesa zavarivanja – cev se ne sme okretati, savijati ili izvlačiti tokom procesa.
- Copyright © 2020-2022 KAN d.o.o.
- Sva prava zadržana.